지퍼백(Zipper Bag)은 현대 포장 산업에서 가장 성공적인 발명품 중 하나입니다. 뛰어난 밀폐력과 언제든 다시 열고 닫을 수 있는 재밀봉 가능성 덕분에 식품부터 의약품, 전자기기 부품, 생활용품에 이르기까지 거의 모든 산업군에서 필수적으로 사용되고 있죠.
제가 기계 설계 엔지니어로서 산업 현장에서 직접 로터리 포장 기계 개발과 라인 셋업에 참여하며 가장 치열하게 야근을 거듭했던 부분 중 하나도 바로 이 ‘지퍼백(Zipper Bag) 자동화 공정’이었습니다. 소비자의 손으로 수동 포장을 할 때는 아주 간단한 동작이지만, 공장에서 대량으로 생산되는 자동 포장 공정(Automated Packaging Process)으로 넘어가면 완전히 차원이 다른 문제가 되기 때문입니다. 부드럽고 유연하며 정전기에 취약한 비닐 재질의 지퍼백(Zipper Bag)을 로봇 핑거가 빠른 속도로 하나씩 집어 올리고, 닫혀 있는 지퍼 입구를 0.1초 만에 정확하게 벌려 내용물을 담은 뒤, 다시 유격 없이 완벽하게 밀봉(Sealing)하는 일은 설계 도면 위에서 상상하는 것 이상으로 초정밀 제어와 수많은 시행착오가 필요한 영역이었습니다.
오늘날 스마트 팩토리 인프라와 제어 알고리즘의 발전으로 이 지퍼백 자동 개봉 및 씰링 기술은 상상치 못할 만큼 고도화된 진화를 거듭하고 있습니다. 대량 생산의 효율성을 극대화하고 공정 불량률을 제로에 가깝게 줄이고 있는 핵심 기술의 패러다임 변화와 향후 진화 방향을 현장 엔지니어의 시각을 담아 심도 있게 살펴보겠습니다.
1. 지퍼백(Zipper Bag) 자동 개봉 기술의 진화: 기계식 흡착에서 ‘스마트 비전’까지
자동 포장 공정에서 가장 까다롭고 초기 불량이 많이 발생하는 첫 단추는 바로 ‘지퍼백 입구를 뜯어지지 않게, 그러면서도 신속하게 열어젖히는 개봉(Opening) 공정’입니다. 지퍼의 결합력이 너무 강하면 기계가 억지로 벌리는 과정에서 비닐이 찢어지거나 구겨져 전량 폐기해야 하고, 반대로 가이드가 느슨하면 입구가 제대로 열리지 않아 상단에서 떨어지는 내용물이 밖으로 쏟아지는 대형 라인 오염 사고가 발생합니다.
1-1. 초기 방식: 물리적 패드와 진공 흡착(Vacuum Suction)의 한계
과거의 1세대 자동화 설비에서는 단순히 양쪽에서 고무 재질의 진공 패드(Sucker)가 지퍼백 표면을 빨아들인 뒤, 양옆으로 기계식 암(Arm)을 벌려주는 물리적 가이드 방식을 주로 사용했습니다. 이 방식은 고정된 규격의 두껍고 단단한 알루미늄 파우치에는 어느 정도 효과적이었으나, 재질이 얇은 일반 비닐이나 정전기가 쉽게 발생하는 겨울철에는 두 장이 한 번에 집혀 들어가거나 입구가 제대로 열리지 않는 원인 모를 에러가 속출했습니다. 특히 비닐 표면의 마찰 계수가 유통 환경이나 공장 내부 습도에 따라 시시각각 변하기 때문에, 당시 현장 엔지니어들은 기계 옆에 붙어서 진공 압력 벨브를 수동으로 미세 조정하느라 하루 종일 애를 먹어야 했습니다.
1-2. 현재와 미래: 에어 제트(Air Jet)와 스마트 비전 알고리즘의 융합
최근 공장에 도입되는 차세대 자동 개봉 기술은 ‘공기역학 제어’와 ‘인공지능 비전(AI Vision)’ 기술을 결합하여 이 고질적인 문제를 완벽하게 해결했습니다.
스마트 진공 패드가 지퍼백을 잡고 벌리는 순간, 상단 노즐에서 초정밀 에어 제트(고압 압축 공기)를 미세한 펄스 형태로 순간 분사하여 닫혀 있는 지퍼 틈새를 완벽하게 공기압으로 벌려줍니다. 이 에어 분사는 단지 지퍼를 여는 것에 그치지 않고, 파우치 내부를 풍선처럼 순간적으로 부풀려 주어 가루나 알갱이 형태의 내용물이 부딪힘 없이 부드럽게 진입할 수 있는 최적의 낙하 공간을 확보합니다.
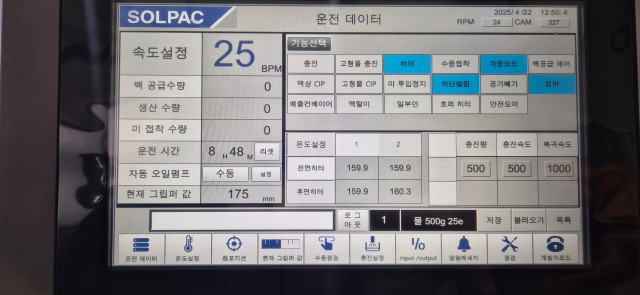
여기에 고속 가동되는 라인 상단에 설치된 스마트 비전 카메라는 실시간으로 지퍼백의 상단 중심 위치와 개봉 각도를 초당 수십 프레임씩 촬영하여 분석합니다. 인공지능 알고리즘은 만약 미세하게 비틀어지거나 덜 열린 파우치가 감지되면 기계에 즉각 피드백을 주어 스스로 흡착 압력을 실시간 조정하거나, 불량 팩을 자동으로 라인 밖으로 배출(Reject)하도록 제어합니다. 이러한 지능형 개봉 기술 덕분에 분당 60~80백(BPM) 이상의 초고속 연속 공정에서도 개봉 불량률이 기존 대비 95% 이상 획기적으로 낮아졌습니다.
2. 씰링(Sealing) 기술의 패러다임 변화: 전통적 열판에서 ‘초음파’로
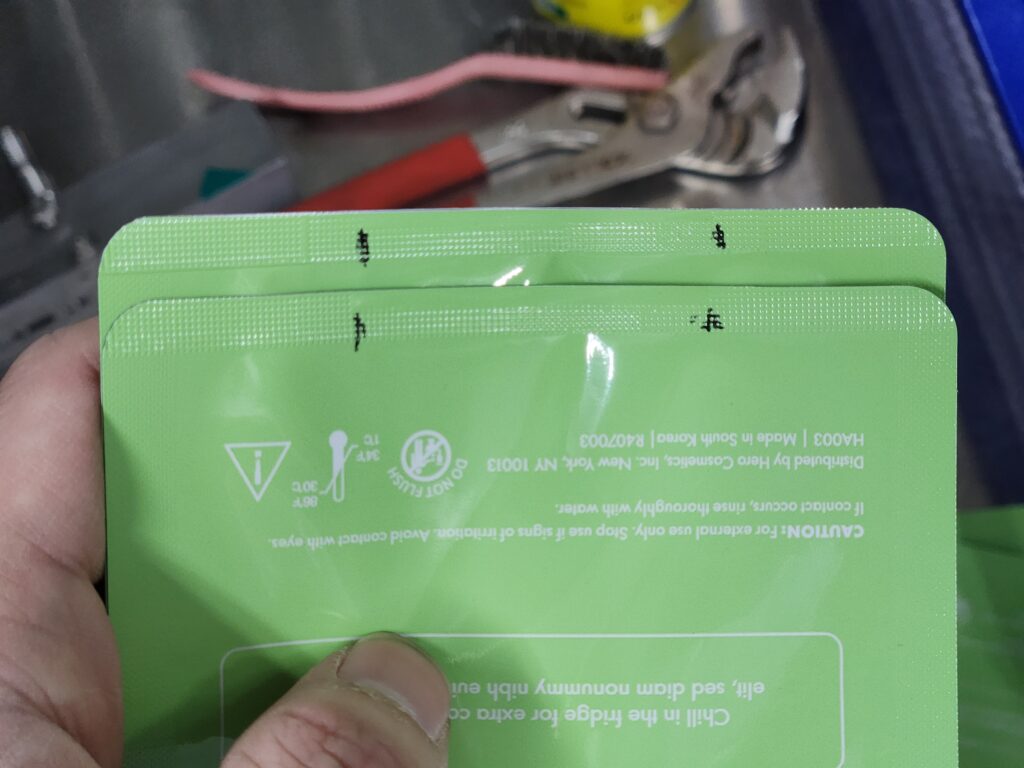
내용물이 한 치의 오차도 없이 파우치 내부로 정상 충진된 후에는 지퍼 바로 윗부분을 완전히 밀봉하여 유통 과정에서 외부 공기, 습기 및 이물질의 유입을 원천 차단하는 씰링 공정이 진행됩니다. 제품의 유통기한과 직결되는 이 밀봉 기술 역시 기존 기술의 한계를 뛰어넘으며 진화하고 있습니다.
2-1. 전통적인 열 씰링(Heat Sealing) 방식의 치명적인 문제점
가장 오랫동안 보편적으로 사용되어 온 방식은 일정 온도로 상시 가열된 금속 열판(Heat Bar)으로 비닐을 양옆에서 강하게 눌러 접합하는 방식입니다. 구조가 단순하고 초기 설비 비용이 저렴하다는 장점이 있지만, 실제 대량 생산 라인에서는 다음과 같은 고질적인 리스크를 안고 있었습니다.
- 포장재 열 변형 리스크: 비닐의 두께나 재질에 따라 열을 조금만 과하게 받아도 접합부 주변이 쭈글쭈글하게 우는 현상이 발생합니다. 이는 백화점이나 마트 매대에 올라가는 완제품의 상품 가치를 크게 떨어뜨립니다.
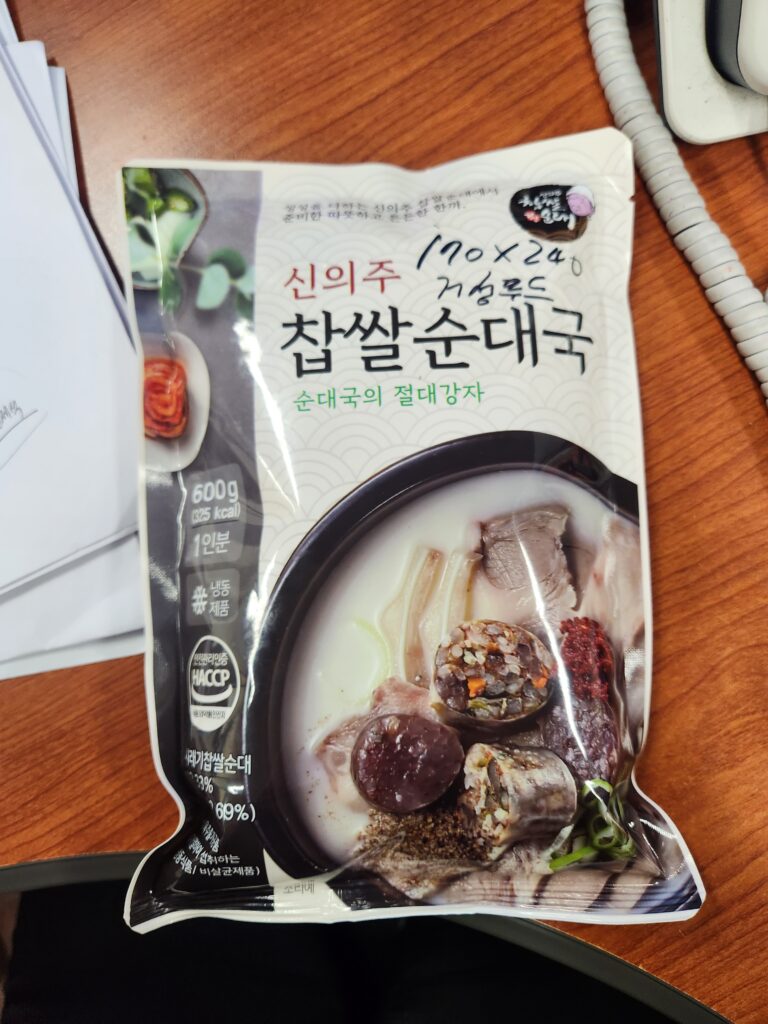
- 이물질 오염에 따른 누설(Leak): 반려견 사료, 가루(분말) 스프, 소스 같은 액상 제품을 충진할 때, 미세한 입자나 액적들이 씰링 면에 튀어 묻는 경우가 많습니다. 이 상태에서 열판으로 누르면 이물질이 차단막 역할을 하여 열이 제대로 전달되지 않고, 결국 육안으로는 보이지 않는 미세한 틈새(Micro Leak)가 발생해 유통 과정에서 제품이 부패하게 됩니다.
- 설비 효율 저하 및 예열 대기 시간: 기계를 처음 가동할 때 열판이 적정 온도까지 달구어질 때까지 수십 분의 전력 소모와 대기 시간이 발생합니다. 반대로 기계가 갑자기 비상 정지했을 때는 열판의 잔열 때문에 대기 라인에 멈춰 있던 파우치들이 새까맣게 타버려 화재 위험과 자재 낭비를 초래합니다.
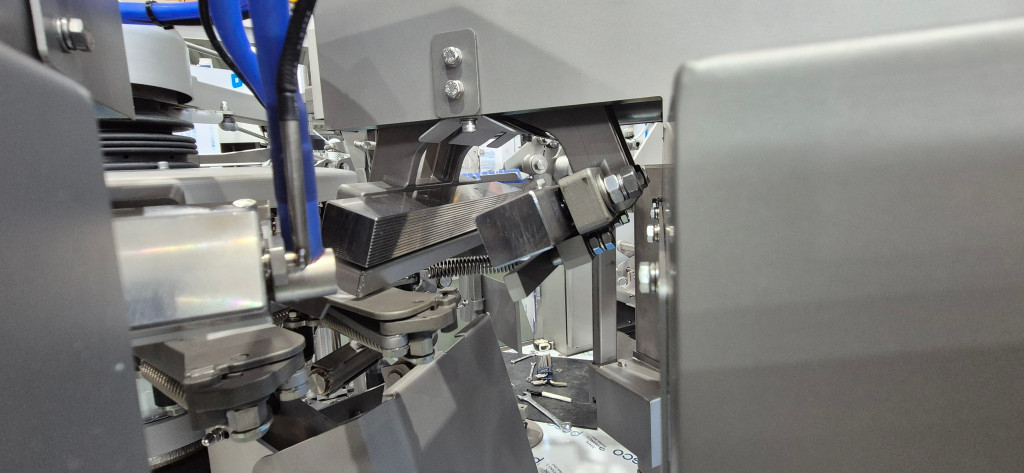
2-2. 차세대 패키징의 주자: 초음파 씰링(Ultrasonic Sealing) 기술
이러한 전통적 열 씰링의 단점을 완벽하게 보완하며 스마트 팩토리의 표준으로 급부상한 기술이 바로 ‘초음파 씰링’입니다. 초음파 씰링은 외부에서 물리적인 열을 전혀 가하지 않는 것이 특징입니다. 대신 초당 20,000번에서 40,000번(20~40kHz)에 달하는 눈에 보이지 않는 초음파 진동 에너지를 비닐 접합면에 순간적으로 인가합니다. 그러면 비닐 내부의 분자들이 서로 부딪히며 발생하는 ‘분자 간 마찰열’에 의해 내부에서부터 순식간에 녹아 접합됩니다.
- 독보적인 이물질 배출 효과 (Self-Cleaning): 접합면에 밀가루 같은 미세 분말이나 걸쭉한 소스가 묻어 있더라도 전혀 문제가 되지 않습니다. 초음파의 강력한 미세 진동이 가해지는 순간, 접합면 사이의 이물질을 사방으로 튕겨내며 순식간에 밀어내 버립니다. 오직 순수한 비닐 분자끼리만 만나 깨끗하게 융착(Join)되기 때문에, 까다로운 식품 포장 공정에서 불량률을 극적으로 제로에 가깝게 수렴시킬 수 있습니다.
- 획기적인 에너지 절약 및 작업자 안전: 열판을 하루 종일 달궈놓을 필요 없이 기계가 맞닿아 진동할 때만 순간적으로 에너지가 소모되므로 전력 효율이 대단히 높습니다. 또한 설비 자체가 뜨겁지 않기 때문에 현장 작업자가 유지보수를 하다가 화상을 입을 위험이 전혀 없어 친환경적이고 안전한 공장 환경을 구축합니다.
- 극도로 깔끔한 마감 외관: 열 잔여물이 주변으로 번지지 않아 포장지 표면이 우는 현상이 전혀 없으며, 봉인선이 정교하고 슬림하게 마감되어 프리미엄 제품 패키징에 독보적인 우위를 가집니다.
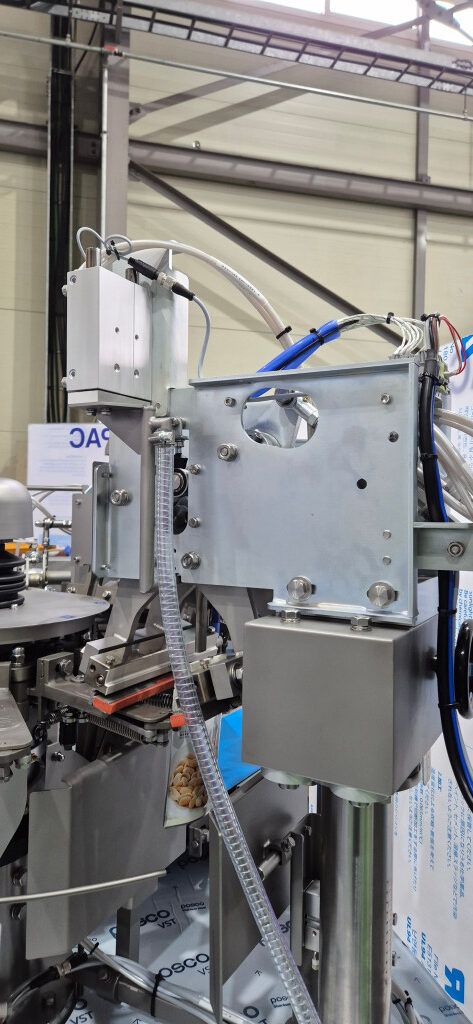
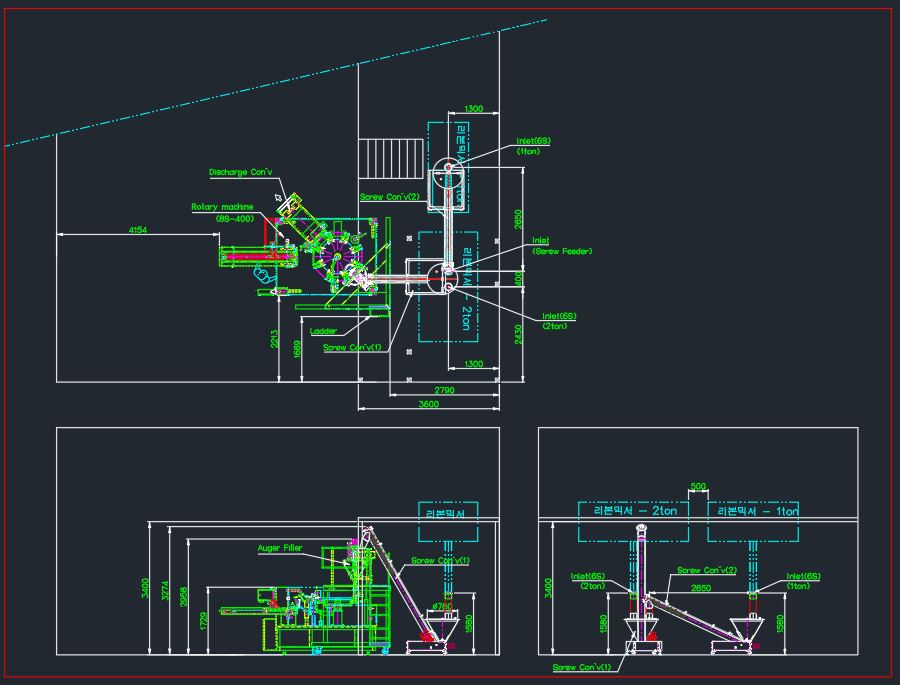
3. 로터리(Rotary) 메커니즘과 정밀 서보 제어의 스마트 융합
최신 고속 지퍼백(Zipper Bag) 자동화 설비는 거대한 원형 궤도를 중심축으로 회전하며, 각 스테이지(Stage)마다 [파우치 공급 → 진공 개봉 → 충진 → 지퍼 강제 열기 → 초음파 씰링 → 냉각 및 배출]을 일사천리로 진행하는 로터리식 자동 포장기(Rotary Packaging Machine)를 기반으로 움직입니다. 이는 직선으로 길게 늘어서는 인라인(In-line) 방식에 비해 공장 공간 효율성이 압도적으로 뛰어나며, 각 공정 단계가 유기적으로 연계된다는 강력한 장점이 있습니다.
여기에 과거의 투박한 캠(Cam) 방식 구동에서 벗어나, 독자적인 제어가 가능한 고성능 서보 모터(Servo Motor) 기술이 정밀하게 결합되었습니다. 덕분에 엔지니어가 직접 기계의 물리적 구조를 바꿀 필요 없이, 제어반의 터치스크린(HMI) 조작만으로 파우치의 가로세로 규격이나 지퍼의 두께, 비닐의 두께에 맞춰 기계의 그리퍼(Gripper) 간격과 위치가 마이크로미터 단위로 자동 조정되는 유연성을 확보했습니다.
과거에는 생산하는 포장지 규격을 바꿀 때마다 엔지니어들이 스패너와 공구를 들고 달라붙어 몇 시간씩 기계를 뜯어 맞추고 테스트 드라이브를 하며 진땀을 흘려야 했지만, 이제는 중앙 서버에 미리 저장된 제품별 레시피 데이터 플러그인(Data Plug-in) 세팅을 불러오는 것만으로 단 몇 분 만에 완벽한 품종 전환(Changeover)이 가능해졌습니다. 이는 다품종 소량 생산과 개인화된 패키징이 중심이 된 현대 제조업 시장에서 기업의 엄청난 경쟁력으로 작용하고 있습니다.
친환경 포장재 시대를 준비하는 설계 엔지니어의 시선
제가 밤새 도면을 그리고 기름때를 묻혀가며 현장에서 기계를 직접 세팅하고 튜닝하면서 절실히 느낀 점은, 지퍼백(Zipper Bag) 자동 개봉 및 씰링 기술의 진화가 단순히 ‘더 빠르게, 더 많이 찍어내는 것’에만 목적이 있지 않다는 사실이었습니다. 최근 글로벌 포장 산업의 가장 거대한 화두이자 규제 대상인 친환경 포장(Eco-friendly Packaging) 메트릭스를 실제 산업 현장에 안착시키기 위해서도 이 정밀 자동화 기술들은 선택이 아닌 필수 불가결한 기반 기술이 됩니다.
실제로 최근 글로벌 유통·식품 대기업들이 앞다투어 도입하고 있는 단일 소재(Mono-material) 폴리프로필렌(PP)이나 100% 생분해성 수지, 재생 유연 재료를 사용한 친환경 지퍼백(Zipper Bag)들은 대기 환경에는 압도적으로 이롭지만, 기계를 설계하는 엔지니어 입장에서는 대단히 까다롭고 다루기 어려운 ‘악마의 소재’와 같습니다. 이 친환경 소재들은 기존의 다층 복합 필름 비닐에 비해 열에 견디는 성질이 턱없이 약하고, 잡아당기면 고무줄처럼 쉽게 늘어나는 성질(낮은 인장 강도)을 가지고 있기 때문입니다. 현장에서 기존의 구형 물리 흡착 방식이나 투박한 열판 방식을 그대로 고수했다가는 포장지가 통째로 녹아내려 기계 부품에 들러붙거나, 봉인선이 사정없이 삐뚤어지는 처참한 불량 사태로 이어지기 십상입니다.
결국 현장에서 수많은 실패와 시행착오를 겪으며 미세한 압력 변화에도 민감하게 반응하는 정밀 서보 모터의 토크 제어 알고리즘을 다듬고, 열 손상을 최소화하는 초음파 씰링의 주파수 제어 메커니즘을 밤새워 튜닝해 온 이유도 이러한 ‘소재의 친환경적 변화’에 기계가 유연하고 똑똑하게 대응하도록 만들기 위함이었습니다. 설비 전면에서 수많은 엔지니어와 현장 작업자들이 쏟아부은 땀방울과 기술 혁신은, 단순한 생산성 향상을 넘어 지구를 살리는 지속 가능한 친환경 생산 라인을 구축하는 든든한 주춧돌이 되었던 것입니다.
마트 매대나 유통 창고에서 우리가 일상적으로 흔히 마주하는 지퍼백 포장지 한 장을 깔끔하게 열고 단단하게 닫는 단순해 보이는 동작 뒤에는, 사실 수많은 엔지니어들의 정밀한 수학적 계산과 융합 제어 공학, 그리고 수없는 밤샘 노력이 숨어 있습니다. 앞으로 인공지능 제어 루프와 초감도 센서 기술이 더욱 고도화됨에 따라 또 어떤 혁신적인 제어 메커니즘이 포장 공정의 패러다임을 통째로 바꾸어 놓을지, 설계자의 한 사람으로서 설레는 마음과 자부심을 가지고 그 기술 혁신의 최전선을 계속해서 지켜보고 있습니다.